Succesvolle procesoptimalisatie voor Odemar Metaal
De productieleider van Odemar Metaal BV benaderde Duhra Tools voor het opstellen van een optimalisatieplan en het doorvoeren hiervan voor de bewerking van hun producten. Het ging om 1500 ‘Wheel plates’ die gedraaid moesten worden. Het optimalisatieplan heeft gezorgd voor een aanzienlijke verlaging van de productietijd en de productkosten voor Odemar.Over Odemar Metaal BV
Odemar Metaal is gevestigd in Denekamp. Het bedrijf is in 1958 opgericht en heeft zich in de loop der tijd gespecialiseerd in het CNC verspanen van metalen voor de maakindustrie.Doel van optimalisatie
Het doel van deze optimalisatie was het verbeteren van de standtijd, besparing op de verspanende gereedschappen, robotisering van het in- en uitspannen van de producten, zorgen voor een manloze productie en een snellere levering. En met succes. Door het verhogen van de standtijd en de productie kon de gewenste levertijd door Odemar gehaald worden!Oude situatie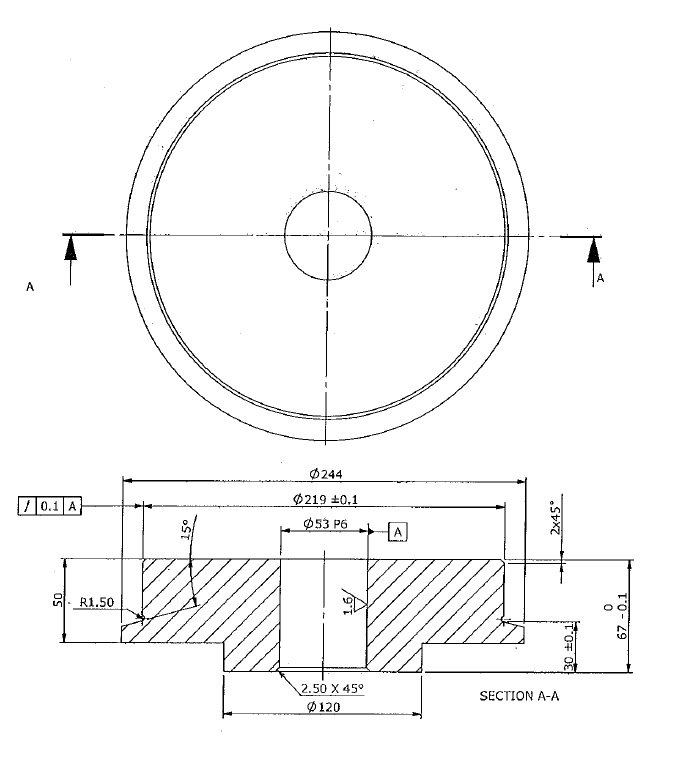
De machine die door Odemar gebruikt werd, was de Doosan Puma 400L met als werkstuk de ‘Wheel plate’. Het materiaal dat gebruikt werd, was C45. De standtijd betrof 10,5 producten en de productie werd gedaan door de operator. De situatie waarin geproduceerd werd, zag er als volgt uit:
- De buitenzijde werd voor- en nagedraaid met een CNMG 12 04 08 wisselplaat.
- De boring werd voorgeboord met volboor Ø 40 mm met 2-zijdige wisselplaat.
- De boring werd voor- en nagedraaid met een CCMT 12 04 08 wisselplaat.
Nieuwe situatie
Onze technisch specialist Harald Kuipers deed het voorstel om een Sandvik-wisselplaat met inveio-technologie in te zetten om de productie en standtijd te verhogen. Door met verschillende buitenbeitels met andere aanvalshoeken te werken, is het proces nu betrouwbaarder en beter beheerst. Door ook de 100°-hoek van de CNMG-plaat in te zetten wordt de standtijd verbeterd en worden de wisselplaatkosten voor de klant gehalveerd. Omdat de 100°-hoek sterker is, mag de snedediepte groter zijn. Hierdoor zijn minder sneden nodig, waardoor wederom standtijdverbetering optreedt. Voor de boring wordt inmiddels een Sandvik volboor (type CoroDrill 880) gebruikt van Ø 50 met 4-zijdige wisselplaat. Door deze boor radiaal 1,3 mm te verzetten wordt direct een boring van Ø 52,6 mm gemaakt, waardoor de boring niet meer wordt voorgedraaid, maar direct nagedraaid. Door een wisselplaat met GR-geometrie toe te passen, is de aanzet met 30% verhoogd. De 4-zijdige boorwisselplaat werkt 33% economischer. Voor het nadraaien wordt een wisselplaat met inveio-technologie van Sandvik ingezet.Het uiteindelijke resultaat
Het optimalisatieplan heeft mooie resultaten geboekt:
- De standtijd is van 10,5 stuks naar 32 stuks verhoogd.
- Er is gezorgd voor manarme productie.
- Producten worden door de robot gewisseld.
- De productietijd is met 54% verminderd.
- Productkosten zijn met 66% verminderd.


